Anodizing treatment process for industrial aluminum profiles.
Yinsheung 2023-12-15 Published in Foshan
The anodized treatment process of industrial aluminum profiles:

1, Aluminum profile surface treatment
Aluminum profile surface treatment, also known as surface pre-treatment, is the way of physical and chemical substances to remove dirt from the surface of aluminum profiles, exposing the aluminum profile body, and facilitating oxidation treatment of the aluminum profile surface in the later stage.
2, Aluminum profile surface degreasing process
The purpose of aluminum profile degreasing process is to remove industrial lubricating oil and anti-corrosion oil on the surface of aluminum profiles, as well as dirt and impurities attached to the surface of profiles, ensuring uniform alkaline corrosion of aluminum profiles and cleaning of alkaline corrosion grooves. Advance the surface treatment quality of aluminum profiles.
3, Aluminum profile neutralization process
The purpose of aluminum profile neutralization process is to remove alloy elements or impurities such as copper, manganese, iron, and silicon that are insoluble in alkaline solutions on the surface of aluminum profiles after acid and alkali corrosion treatment. To neutralize the alkaline solution remaining in aluminum profiles after alkali corrosion treatment, the general method used is to use a 30% -50% nitric acid solution. For high silicon aluminum alloys, a mixed acid with nitric acid and hydrogen fluoride in a volume ratio of 1:3 is used to form the alloy. Silicon reacts with hydrogen and hydrofluoric acid to form fluorosilicic acid, which detaches from the surface of aluminum.
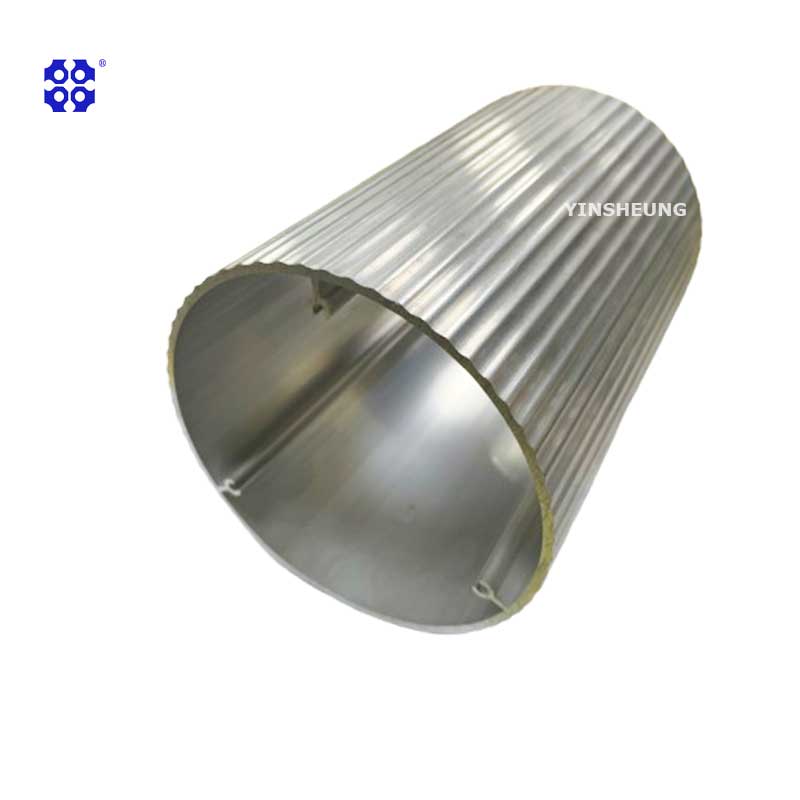
4, Anodizing treatment of aluminum profiles
The method of anodizing treatment of aluminum profiles is to use a solution as the medium and select a tip discharge to form a layer of oxide film on the surface of the aluminum profile, making the aluminum profile have strong corrosion resistance. Due to the high hardness and corrosion resistance of the protective layer obtained from anodized aluminum profiles, the standard thickness is 10-12 μ, It can better enhance the antioxidant function and beauty of aluminum profiles. Sulfuric acid anodizing commonly uses 10-20% H2SO4 as the electrolyte, with a working temperature of 15-20 ℃ and a current density of 1-2.5A/dm2. The electrolysis time depends on the film thickness requirements, usually between 20-60 minutes. Direct current is the most widely used power source, and the applied voltage varies depending on the conductivity, temperature, and aluminum content of the electrolyte, usually 15-20V.
The process parameters have a significant impact on the function of the membrane
The surface treatment technology of aluminum profiles has significant differences in their processes due to different principles. According to the properties and process characteristics of the protective layer, the surface treatment technology of aluminum profiles can be divided into three categories: anodizing treatment, anodizing electrophoresis treatment, and organic coating treatment .
Among them, organic coating treatment includes
powder coating,
fluorocarbon paint coating
wood grain treatment.
Anodizing treatment is now widely used.
#alumnium #anodizing #anodized #aluminumprofile #industrialprofile