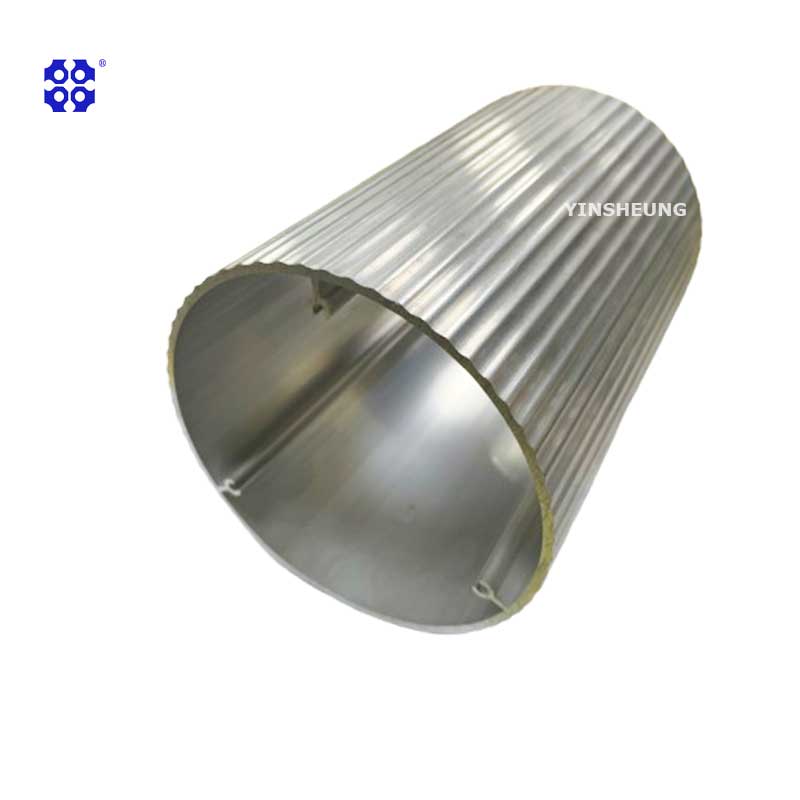
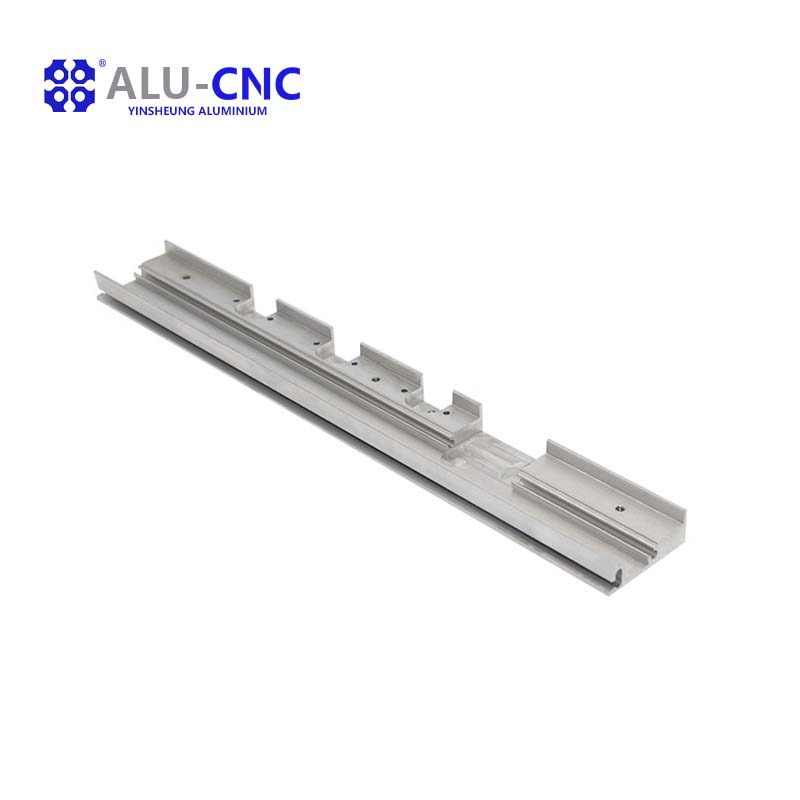
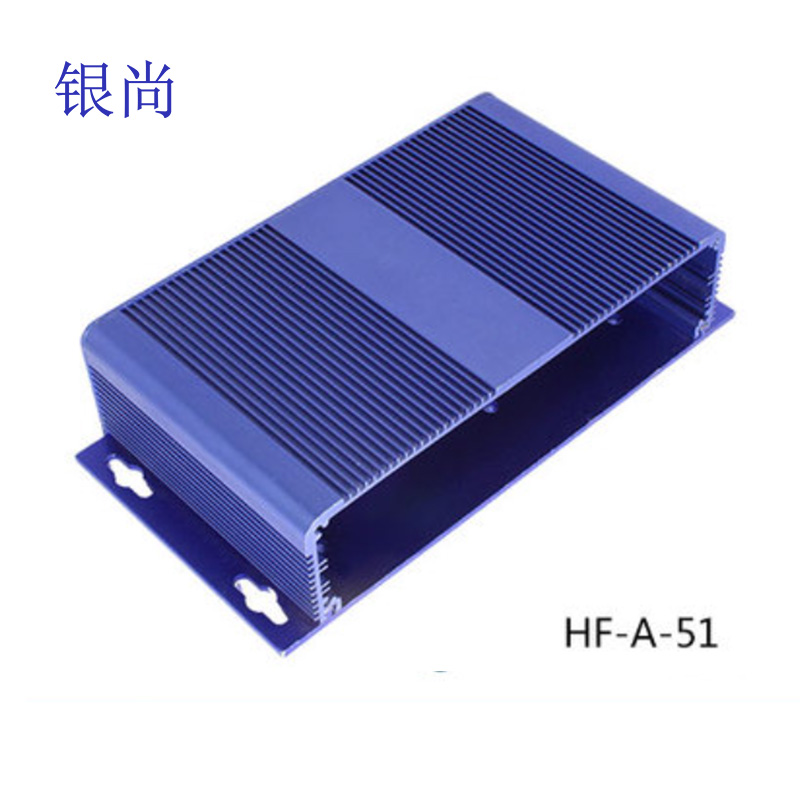
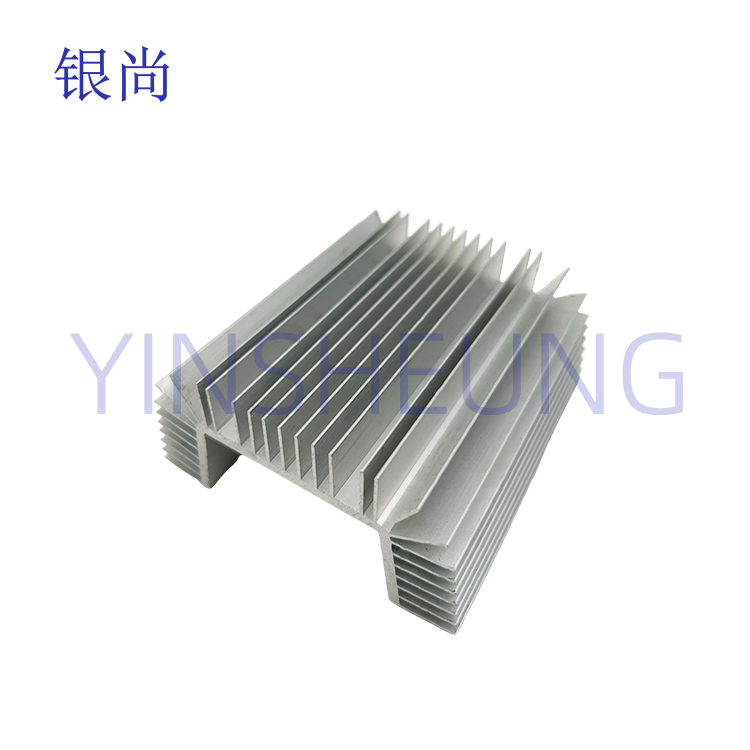
Aluminum profiles for heat sink
1. Quality requirements for ingots
The surface of the ingot should be smooth, and there should be no segregation or sticking of sand or mud. The end face of the ingot should be flat and cannot be cut into a stepped shape or with a large cutting angle (the cutting angle should be within 3mm). Due to the large step shape or cutting slope, when using a flat die to extrude heat dissipation profiles, if no flow guide is designed, the ingot will directly contact the mold. Due to the uneven end face of the ingot, some places will first contact the mold, causing stress concentration, which can easily break the tooth shape of the mold or cause different discharge sequences, leading to mold blockage or poor extrusion molding.
2. Requirements for molds
Because the molds for radiator profiles are made of many slender teeth that need to withstand significant extrusion pressure, each tooth must have high strength and toughness. If there is a significant difference in performance between them, it is easy to cause the teeth with poor strength or toughness to fracture. Therefore, the quality of mold steel must be reliable, and it is best to use H13 steel produced by reliable manufacturers or choose high-quality imported steel. The heat treatment of the mold is very important, and vacuum heating and quenching should be used. It is best to use high-pressure pure nitrogen quenching to ensure uniform performance of all parts of the mold after quenching. After quenching, three tempering steps should be taken to ensure that the hardness of the mold is within the range of HRC48-52 and has sufficient toughness. This is an important condition to prevent mold tooth breakage.
3. Reduce squeezing force
To prevent mold tooth breakage, the extrusion force should be minimized as much as possible, which is related to factors such as the length of the ingot, the resistance to alloy deformation, the state of the ingot, and the degree of deformation. Therefore, the casting rod for extruded heat dissipation aluminum profiles should not be too long, approximately 0.6-0.85 times the normal casting rod length. Especially during mold testing and extrusion of the first casting rod, to ensure the smooth production of qualified products, it is best to use a shorter casting rod, that is, a casting rod with a normal casting rod length (0.4-0.6) times, to test the mold. For radiator profiles with complex shapes, in addition to shortening the length of the casting rod, pure aluminum short castings can also be considered for the first trial extrusion. After successful trial extrusion, normal ingots can be used for extrusion production.
4. Extrusion process
The key to the production of radiator profiles is the first trial of the extrusion mold. If conditions permit, simulation tests can be conducted on a computer to see if the working strip of the mold design is reasonable, and then the mold can be tested on an extrusion machine. The first mold trial is very important, and the operator should make the main plunger move forward slowly under a low pressure of less than 8MPa when pressing up. It is best for someone to use flashlight light to look at the mold outlet, and wait until each heat sink of the extrusion mold is evenly squeezed out of the mold hole before gradually pressurizing and accelerating the extrusion. When continuing extrusion after successful mold testing, attention should be paid to controlling the extrusion speed and achieving smooth operation. When producing radiator profiles, attention should be paid to the heating temperature of the mold, so that the mold temperature is similar to the ingot temperature. If the temperature difference is too large, due to the slow extrusion speed during pressing, the metal temperature will decrease, leading to mold blockage or uneven flow rate.